

SPIROL
德国

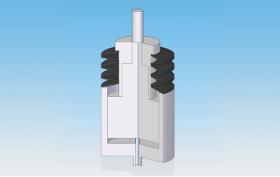
传统的转塔冲床工具设计利用螺旋弹簧(冲模弹簧)来驱动冲模的脱模机构。此时,弹簧会自动缩回冲头,而不是使用冲压件推动冲头穿过金属板然后将其拔出。这使得冲压件在一个方向上工作即可。最终,磨损减少了,冲床的使用寿命亦得以延长。 自螺旋弹簧在转塔工具中得到发展以来,工程师们面临着进一步提高转塔冲床生产率的挑战。在传统冲床中,材料类型和材料厚度的选择受到螺旋弹簧不能在短的直线距离内产生较大力的限制。当需要螺旋弹簧具备这种性能但其又无法满足时,螺旋弹簧便会对成形产品的质量和制造过程的效率产生负面影响。 SPIROL®碟形弹簧是制作较厚材料、大型挤压件和更复杂设计的解决方案。当对合叠合时(图1),它们能够提供比螺旋弹簧更大、更恒定的剥离力,并且需要更少的空间。现在,碟形弹簧已经成为转塔冲床工具发展的重要组成部分。

DR. JOHANNES HEIDENHAIN GMBH
德国
TNC 320数控系统 铣床应用 海德汉公司的TNC 320和TNC 620是紧凑 型数控系统但也具有完善的轮廓加工功 能。由于它操作灵活-海德汉面向车间的 对话格式编程语言或脱机编程功能-其丰 富的功能特别适合于铣、钻、镗机床的多 功能应用,例如: • 批量生产或单件生产 • 模具 • 机器制造 • 研发 • 原型机和示范设备 • 修理车间 • 培训和教育机构由于TNC 320的模拟输出信号包括名义 速度值,因此它适用于机床改造应用。 TNC 320数控系统 铣床应用 海德汉公司的TNC 320和TNC 620是紧凑 型数控系统但也具有完善的轮廓加工功 能。由于它操作灵活-海德汉面向车间的 对话格式编程语言或脱机编程功能-其丰 富的功能特别适合于铣、钻、镗机床的多 功能应用,例如: • 批量生产或单件生产 • 模具 • 机器制造 • 研发 • 原型机和示范设备 • 修理车间 • 培训和教育机构 由于TNC 320的模拟输出信号包括名义 速度值,因此它适用于机床改造应用。 TNC 320数控系统 铣床应用 海德汉公司的TNC 320和TNC 620是紧凑 型数控系统但也具有完善的轮廓加工功 能。由于它操作灵活-海德汉面向车间的 对话格式编程语言或脱机编程功能-其丰 富的功能特别适合于铣、钻、镗机床的多 功能应用,例如: • 批量生产或单件生产 • 模具 • 机器制造 • 研发 • 原型机和示范设备 • 修理车间 • 培训和教育机构 由于TNC 320的模拟输出信号包括名义 速度值,因此它适用于机床改造应用。

DR. JOHANNES HEIDENHAIN GMBH
德国
TNC 620数控系统 铣床应用 海德汉公司的TNC 320和TNC 620是紧凑 型数控系统但也具有完善的轮廓加工功 能。由于它操作灵活-海德汉面向车间的 对话格式编程语言或脱机编程功能-其丰 富的功能特别适合于铣、钻、镗机床的多 功能应用。 例如: • 批量生产或单件生产 • 模具 • 机器制造 • 研发 • 原型机和示范设备 • 修理车间 • 培训和教育机构 TNC 620用数字化技术控制机床的所有驱动系统。可靠的海德汉数字驱动技术不仅 使高速、高精的轮廓加工成为可能,而且 TNC 620的所有控制组件全部通过数字接口连接。 功能实用和好用: 万能铣床: 自由轮廓编程 复杂轮廓铣削循环 支持用海德汉触发式测头快速设置工件 钻床和镗床: 钻、镗和主轴对正循环 直线和圆弧阵列循环 用倾斜主轴头和回转工作台的五轴加工 在机床外脱机编程时,TNC 620自动考虑机床几何特性 倾斜加工面 圆柱面加工 3-D刀具补偿 快速处理程序段,高速执行程序

DR. JOHANNES HEIDENHAIN GMBH
德国
35年来,海德汉公司的TNC系列数控系统已广泛应用于铣、钻、镗和加工中心。这期间,虽然数控系统在不断发展,但基本 操作技术没有变化。下面这些基本原则同样适用于TNC 640,这款铣削和铣车复合加工的海德汉数控系统:面向车间编程和图形支持功能,大量历经验证的成熟可靠循环指令,以及与海德汉其它型号数控系统相似的操作方法。 面向车间编程 操作人员可以用简易对话格式语言—海德汉面向车间应用的编程语言—在TNC 640上编写常规铣削,钻孔和车削加工程序。 TNC 640实用的提示信息、提问和图形帮助为操作人员提供最佳支持,包括对车削加工的支持。由于它提供大量实用加工循环或坐标变换功能,因此无论是标准操作还是复杂应用都能快速完成。 容易操作 用TNC 640执行简单任务,如面铣或端面车,甚至无需编写程序。操作人员只需按下轴向键方便地手动操作机床,或用电子 手轮更灵敏地操作。脱机编程TNC 640也支持脱机编程。系统自带的以太网接口能确保快速完成数据传输,包括传输大程序。 应用广泛 TNC 640特别适用于在一台机床上进行铣 削、车削、高速加工和5轴加工,最大轴数 18轴。 TNC 640是以下应用的理想选择: 铣车复合加工机床 • 可由NC程序控制方便地实现铣削与车削 模式的切换 • 完整车削循环 • 恒线速度 • 刀尖半径补偿 万能铣床 • 用海德汉简易编程语言在车间编程 • 用海德汉触发式测头快速设置工件 • 电子手轮 高速铣削 • 程序段处理速度快 • 控制环周期时间短 • 平滑加加速(Jerk)的运动控制 • 主轴转速高 • 数据传输速度快 镗铣 • 钻、镗和主轴对正循环 • 钻斜孔 • 镗杆控制(平行轴) 用倾斜主轴头和回转工作台的五轴加工 • 倾斜加工面 • 圆柱面加工 • 刀具中心点管理(TCPM) • 3-D刀具补偿 • 程序段处理时间短,执行速度快 加工中心和自动加工 • 刀具管理 • 托盘管理 • 控制预设值 • 原点管理 • 用海德汉触发式测头自动测量工件 • 自动测量刀具并检查刀具破损 • 连接主机

DR. JOHANNES HEIDENHAIN GMBH
德国
紧凑型多用途, CNC和手自一体车床的轮廓加工数控系统。MANUALplus620的灵活架构和众多编程功能为用户提供最佳帮助。无论是用于单件生产还是批量生产, 无论是简单零件还是复杂零件,它都能满足您的要求。 MANUALplus 620的突出特点的操作简单和编程容易。 它可被快速掌握,培训时间短。Manualplus 620可用于CNC车床也可用于手自一体车床。既能用于卧式车床也能用于立式车床。卧式车床的刀台可在工件前也可在工件后。Manualplus支持带主轴,一个滑板(X和Z轴), C轴或位控主轴和动力驱动刀具和Y轴车床。 Manualplus 620 手自一体车床应用 Manualplus620可像车床一样执行修复加工或简单加工任务。像常规操作方法一样,转动手轮移动机床轴。如果进行困难加工,例如锥度,底切或螺纹,可以用Manualplus的循环功能。如果是中小批量生产,循环编程功能将带给您更多利润。加工首件时,将加工循环保存起来,节省加工第二件的宝贵时间。 如果加工任务要求高和复杂,smart. Turn优势更突出。

DR. JOHANNES HEIDENHAIN GMBH
德国
海德汉公司的测头广泛应用于机床,特别 是铣床和加工中心。使用测头可以缩短设 置时间,增加机床工作时间和提高成品工 件的尺寸精度。可手动设置、测量和监 测,也可以用大多数CNC数控系统的程序 控制执行。 工件测量 海德汉公司提供TS系列触发式测头,它能 在机床内测量工件。测头可手动或也可用 换刀系统将其安装在刀座中。因此可用NC 数控系统的探测功能自动进行探测或手动 执行以下功能: • 工件对正 • 原点设置 • 工件测量 • 数字化或检查3-D表面 TS 460 – 新一代标准测头,无线电和红外 线传输,结构紧凑 传感器 TS 260,TS 460,TS 642 这些海德汉公司的触发式测头用光学开关 作传感器。透镜系统汇聚LED发出的光束 并聚焦在差动光电池处。测针偏离自由位 置时,差动光电池发出触发信号。

DR. JOHANNES HEIDENHAIN GMBH
德国
海德汉公司的测头广泛应用于机床,特别 是铣床和加工中心。使用测头可以缩短设 置时间,增加机床工作时间和提高成品工 件的尺寸精度。可手动设置、测量和监 测,也可以用大多数CNC数控系统的程序 控制执行。 工件测量 海德汉公司提供TS系列触发式测头,它能 在机床内测量工件。测头可手动或也可用 换刀系统将其安装在刀座中。因此可用NC 数控系统的探测功能自动进行探测或手动 执行以下功能: • 工件对正 • 原点设置 • 工件测量 • 数字化或检查3-D表面 TS 444 – 用压缩空气通过空气涡轮发电机 供电的无电池测头,用红外线传输,结构 紧凑 TS 642 – 红外线传输,用刀柄处的开关激 活;兼容上一代测头 TS 740 – 高精度和高重复精度探测,探测 力小,红外线传输 用电缆传输信号的触发式测头用于手动换 刀机床和磨床及车床: 工作原理 传感器 TS 260,TS 460,TS 642 这些海德汉公司的触发式测头用光学开关 作传感器。透镜系统汇聚LED发出的光束 并聚焦在差动光电池处。测针偏离自由位 置时,差动光电池发出触发信号。 TS的测针在测头壳内刚性固定到经三点轴 承支撑的轴承板上。三点轴承确保理想的 自由状态位置。 由于光学开关的非接触特性,传感器没有 磨损。因此,海德汉公司的触发式测头能 确保探测重复精度长期稳定,包括加工中 需要进行大量测量的应用。 TS 740 TS 740使用高精度压力传感器。通过作用 力的分析产生触发脉冲。探测期间的作用 力转换成电信号进行处理。这种探测方法 可在360°范围内保持一致的探测精度。 TS 740测头测针偏离自由位置的程度用多 个压力传感器检测,压力传感器在触盘与 测头壳之间。探测工件时,测针偏离自由 位置,使力作用在压力传感器上。生成的 信号被处理和产生触发信号。由于探测力 较小,因此探测精度高和重复精度高,同 时所有探测方向的触发精度特性相同。 无线信号传输 无线测头发出的信号通过以下方式传给SE 收发单元 • TS 460为无线电或红外线, • TS 444,TS 642,TS 740为红外线

DR. JOHANNES HEIDENHAIN GMBH
德国
海德汉公司的ECN、EQN和ERN系列旋转 编码器带内置轴承和定子联轴器,用光电扫描原理。其特点是安装简单和总长度 短。其应用包括从简单测量应用到伺服驱 动的位置和转速控制。编码器的空心轴可 以直接滑入并固定在被测轴上。轴角加速 期间,定子联轴器必须只吸收轴承摩擦所 导致的扭矩。因此,带定子联轴器的旋转 编码器拥有出色的动态性能和很高的固有 频率。 有些特殊版的旋转编码器可用于欧盟指令 94/9/EG(ATEX)规定的易爆炸环境。它 们符合II类设备要求,满足2类要求且能用 于1区和21区以及2区和22区。 ECN、EQN和ERN 1000系列: • 微型 • 盲孔轴,6 mm内径 • 外壳外径:35 mm • 编码器定子联轴器的固有频率: 1500 Hz • 机械允许转速: 12 000 min–1 ECN、EQN和ERN 400系列: • 结构紧凑 • 盲孔轴或空心轴,8或12 mm内径 • 外壳外径:58 mm • 防护等级: 外壳为IP 67(空心轴为IP 66) 轴输入端为IP 64(如果用户需要, 可提供IP 66) • 编码器定子联轴器的固有频率: 1400 Hz(电缆版) • 机械允许转速: 12 000 min–1 ECN和ERN 100系列: • 大直径轴 • 空心轴,内径D:20,25,38,50 mm • 外壳外径:87 mm • 编码器定子联轴器的固有频率: 1000 Hz • 机械允许转速: D 30 mm : 6000 min–1 D > 30 mm : 4000 min–1 是测量旋转运动、角速度的传感器,也可与机械测量设 备一起使用,例如丝杠,测量直线运动。 应用领域包括电机、机床、印刷机、木工 机器、纺织机器、机器人和运送设备以及 各种测量,测试和检验设备。 • 线数一般可达50至5000• 精度等级至± 10"(取决于线数, 相当于栅距的± 1/20) • 测量步距可达0.001°。 特别是光电扫描的编码器,其高质量 的正弦增量信号可进行高倍频细分 用于数字速度控制。

DR. JOHANNES HEIDENHAIN GMBH
德国
海德汉公司的旋转编码器是测量旋转运动、角速度的传感器,也可与机械测量设备一起使用,例如丝杠,测量直线运动。应用 领域包括电机、机床、印刷机、木工机器、纺织机器、机器人和运送设备以及各种测量,测试和检验设备。 高质量正弦增量信号可进行高倍率细分,适用于数字式速度控制。 ECN/EQN/ERN旋转编码器带内置轴承和安装式定子联轴器。定子联轴器补偿径向跳动和对正误差且几乎不影响精度。编码器轴直接连接被测量轴。轴角加速期间,定子联轴器必须只吸收轴承摩擦所导致的扭矩。定子联轴器允许被测轴轴向窜动量为: ECN/ERN 100: ±1.5 mm 安装 将旋转编码器的空心轴推到被测轴上,用两只螺栓或三个偏心夹固定。空心轴旋转编码器也能连接在外壳处。圆锥轴的ECN/ EQN/ERN 1300系列编码器特别适用于多次安装的应用(参见伺服驱动编码器样本)。 定子连接在无定心环的平面上。ECN/EQN/ERN 400系列的万能定子联轴器安装灵活,例如用自带的螺栓由外向内固定在电机盖处。

DR. JOHANNES HEIDENHAIN GMBH
德国
ERN 1000系列 绝对式和增量式旋转编码器 • 平表面定子联轴器 • 盲孔轴 海德汉公司的功能安全编码器可用于高安 全应用中。这些编码器为单编码器系统, 通过EnDat 2.2接口进行纯串行数据传输。 位置值传输可靠的基础是两路独立生成的 绝对位置值和错误码信息,这些信息提供 给有安全功能的数控系统。 基本原理 面向高安全性应用的海德汉编码器符合EN ISO 13 849-1(原为EN 954-1)要求,也 符合EN 61 508和EN 61 800-5-2要求。这 些标准提供了高安全性系统的评价方法, 例如基于整体部件和子系统的失效概率。 这种模块化方法为面向高安全性系统制造 商实施其全套系统提供了方便,因为可以 从合格的子系统为起点。用EnDat 2.2纯串 行数据传输技术的高安全性位置测量系统 就支持这种技术。安全驱动系统中的高安 全性位置测量系统就是这样一个子系统。 高安全性位置测量系统包括: • 用EnDat 2.2数据传输组件的编码器 • EnDat 2.2通信的数据传输线和海德汉 公司电缆 • 带监测功能的EnDat 2.2接收器 (EnDat主单元) 实际应用中,全套“安全伺服系统” 包括: • 高安全性位置测量系统 • 高安全性控制系统(包括带监测功能的 EnDat主单元) • 带电机动力电缆和驱动的功率模块 • 编码器与电机驱动间的机械连接 (例如转子/定子连接) 应用领域 海德汉公司的高安全性位置测量系统设计 用作控制级别SIL-2(基于EN 61 508标 准),性能等级“d”,3类(基于EN ISO 13 849标准)应用中的单编码器系统。 如果在控制中实施更多措施,部分编码器 可用于SIL-3,PL “e”,4类的应用。有关 这些编码器的适用性,请见产品文档 (样本 / 产品信息)。 高安全性位置测量系统的功能还允许在全 套系统中用于以下安全任务。

DR. JOHANNES HEIDENHAIN GMBH
德国
封闭式直线光栅尺 海德汉公司的封闭式直线光栅尺能有效防 尘、防切屑和防飞溅的切削液,是机床应 用的理想选择。 • 精度等级± 0.2 µm • 测量步距最小至0.001 µm • 最大测量长度30 m (如果需要72 m,可提供) • 安装简单、快捷 • 安装公差大 • 能承受大加速度载荷 标准外壳直线光栅尺的突出特点是抗振性 能好。 LC 100和LC 200系列绝对式直线光栅尺直 接提供绝对位置值,测量前无需回零。有 的型号也另外提供增量输出信号。LC 100 的安装配合尺寸与LS 100系列的增量式直 线光栅尺相同,而且机械结构也相同。由 于LC 100和LS 100系列直线光栅尺的高精 度和具有可定义的温度特性,特别适用于 NC数控机床应用。 LC 200系列 • 绝对式位置测量,最大测量长度至28m • 确定的温度特性 • 能承受高频率振动 • 两种安装方式 • 单场扫描

DR. JOHANNES HEIDENHAIN GMBH
德国
海德汉公司的测头广泛应用于机床,特别 是铣床和加工中心。使用测头可以缩短设 置时间,增加机床工作时间和提高成品工 件的尺寸精度。可手动设置、测量和监 测,也可以用大多数CNC数控系统的程序 控制执行。 刀具测量 大批量生产取得成功的关键是避免废品或 避免修复加工和保持工艺状态稳定。刀具 是其关键因素。如果刀具磨损或刀具破损 情况未被及时发现,特别是无人值守加工 时未被及时发现将导致零件损坏和不必要 的成本增加。因此,准确测量刀具尺寸和 定期检查磨损情况必不可少。对于机内刀 具测量,海德汉公司提供TT系列触发式测 头和TL系列激光测量系统。持续保持高精度加工必然要求刀具测量数 据准确和定期检测刀具磨损情况。 TT触发式测头的触盘在偏离自由位置时向 NC数控系统发出触发信号,可在刀具静止 时或转动时测量刀具。 TT系列 刀具测头可在机床中测量几乎任何类型的 刀具。可用于测力铣刀长度和直径,包括 各刀刃尺寸。CNC系统将测量结果自动保 存在刀具存储器中,使其用于零件程序。 TT系列测头的刀具测量 方形触盘也能测量旋转的刀具和检查其是 否破损。为了有效补偿刀尖半径,只需在 CNC数控系统中增加一条铣刀半径信息。

DR. JOHANNES HEIDENHAIN GMBH
德国
封闭式直线光栅尺 海德汉公司的封闭式直线光栅尺能有效防 尘、防切屑和防飞溅的切削液,是机床应 用的理想选择。 • 精度等级± 0.2 µm • 测量步距最小至0.001 µm • 最大测量长度30 m (如果需要72 m,可提供) • 安装简单、快捷 • 安装公差大 • 能承受大加速度载荷 标准外壳直线光栅尺的突出特点是抗振性 能好。 LC 100和LC 200系列绝对式直线光栅尺直 接提供绝对位置值,测量前无需回零。有 的型号也另外提供增量输出信号。LC 100 的安装配合尺寸与LS 100系列的增量式直 线光栅尺相同,而且机械结构也相同。由 于LC 100和LS 100系列直线光栅尺的高精 度和具有可定义的温度特性,特别适用于 NC数控机床应用。 LC 100系列 • 绝对式位置测量 • 确定的温度特性 • 能承受高频率振动 • 两种安装方式 • 单场扫描
结果来自
数控 - 進出口搜索结果的数量
14 产品企业类别